Kleine Proxxon Drehbank, brauchbar gemacht f■r Modellbau und meinen Bedarf.
Bearbeitet wird Weichmessing und Kunststoff.

Die erste, Fabrikat Optimum, heute 20 Jahre alt, gr—Ôer und schwerer. Aufgrund sehr enger MaÔe war mir der Abbau vom Drehfutter f■r die Montage des Spannzangenhalters zu aufwendig, mit dem Hammer wollte ich nicht
draufklopfen, um es l—sen. Funktionieren tut sie noch einwandfrei, demnðchst benutzt wird sie zum Bearbeiten von
Teilen aus Kunststoff und Messing ab 6,5 mm aufwðrts, auch zum Abdrehen f■r die Spannzangen der kleinen...
Made in China, Entwicklung in Deutschland ebenso Produkt- und Qualitðtsmanagement dort.

Beschrieben als Feindrehmaschine im Internet, na ja, aber in der Bedienungsanleitung als Prðzisionsmaschine ist
schon etwas ■bertrieben. Wenn im Internet die Bewertungen (gesucht und) gelesen werden, nix f■r Anfðnger.
Trotzdem sind die unpassenden Bewertungen meist von Hektikern. die sofort loslegen m■ssen, ohne Grundkennt-
nisse, wie so ein "Ding" zu handhaben ist.
Um den Preis nieder zu halten,wird die Maschine geliefert wie abgebildet. DrehmeiÔel branchen■blich nicht dabei,
Kein Werkzeug um die losen Teile zu montieren und Einstellungen zu machen, anzufangen ist erstmal nix.
Der Werkzeughalter hat keinen 90¯ Anschlag, die Schrauben Befestigung der Querverschiebung waren nur ange- setzt - Qualitðtssicherung auch gespart ?

Das Werkzeug zum Montieren und Einstellen muss
extra gekauft werden.
Inbusschl■ssel:
4mm f■r Befestigung Werkzeughalter und Winkelver- stellung,
3mm f■r Drehstahlbefestigung,
2,5mm f■r Dregriffbefestigung,
1,5mm f■r die Justierung der Schlitten.
Gabelschl■ssel 5-5,5mm der Kontermuttern.

Dazu auch noch eine Ventillehre, 0,1 bis 1mm Blðttern,
zum Unterlegen des Abstech- und des DrehmeiÔel auf
richtige Arbeits/Schneidh—he.
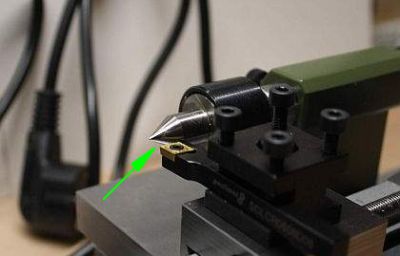
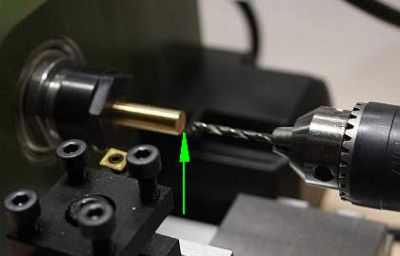
Ben—tigt wird f■r unseren Modellbau zunðchst der Ab- stechmeiÔel mitte und der DrehmeiÔel unten in 6mm Ausf■hrung, die abgebildetete Form der goldfarbenen,
auswechselbaren Spitze geht f■r Abdrehen lðngs und Plandrehen der Flðchen vorn.

Auch die Spannzangenhabe ich gleich dazugekauft,
arbeitet sich leichter bei unserem Hobby.
Mit diesen lðuft es sauber rund am geeichten Werk -
st■ck, kaum Ausschlag an der Messuhr.
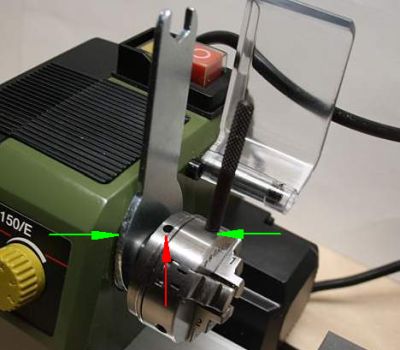
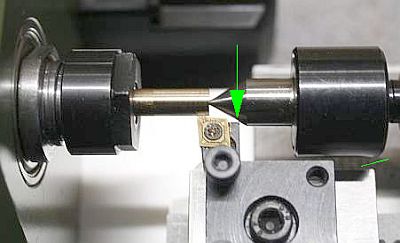
Wer keinen Lehrgang 2 machen will, wie ein Drehfut-
ter zusammen zu setzen ist, muss abweichend zur Be-
dienungsanleitung das mitgelieferte Werkzeug gemðÔ
der gr■nen Pfeile nutzen. Mit dem Stift nach links wie
bei einer normalen Schraube aufdrehen.
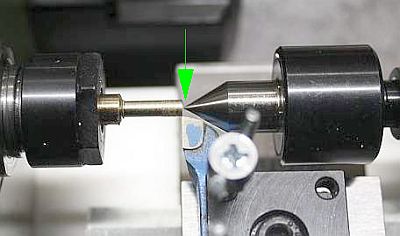
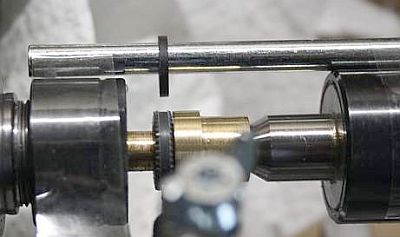
Auf die Spitze der mitdrehenden K—rnespitze wird
der DrehmeiÔel auf gleiche H—he gestellt.
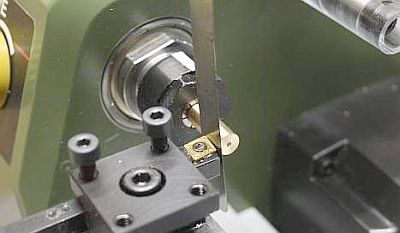
Bei den Profis abgeschaut, steht auch in Fachb■chern,
einen d■nnen Blechstreifen/Ventillehre 0,1mm zwi -
schen MeiÔel und Werkst■ck klemmen, steht gerade,
passt die H—heneinstellung.

So kann sauber lðngs auf gew■nschten Durchmesser
und vorne plangedreht werden.

Das Bohrfutter und der kleine Zentierbohrer wird
ebenfalls ben—tigt.
Allerdings ist Schmiermittel teuer, bei Drehen von
Hand reibt sehr h—rbar Metall auf Metall.
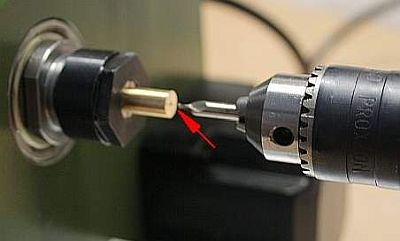
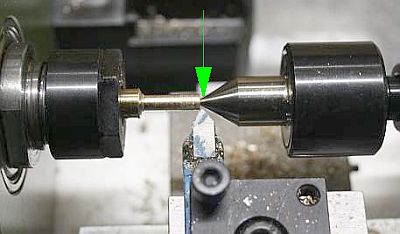
Den Zentrierbohrer dazu eingesetzt. soll mittig an-
bohren, da die mitlaufende Spitze bei lðngeren ab- zudrehenden Teilen mittig f■hren soll und das Aus -
weichen des Werkst■ckes gegen die Druckrichtung
des MeiÔels verhindert. So soll das Werkst■ck den
gleichen Durchmesser auf die gesamte Lðnge haben.
So kann auch relativ mittig gebohrt werden, den Bohr- kopf mal um 180¯ drehen, in welcher Stellung die Mitte
etwa erreicht ist.
ánderungen
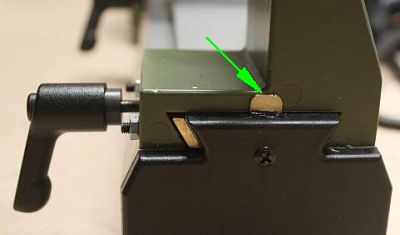
Damit der Reitock nicht heraus rutscht, ist hier ein
10x1mm Flachmessing auf der Innenseite der Ver -
kleidung ■berstehend eingelassen. Aber wenn es pas-
siert ist, ohne l—sen der Einstellschrauben ein Auf-
schieben kaum m—glich. Erste Ébung zum Erlernen
der sauber gleitenden Einstellung.

Die Gewinde der Verstelleinrichtung der Schlitten
haben f■r eine Prðzisionsmaschine zuviel Spiel. Statt
Feingewinde mit 0,5mm Steigung nur Standard mit
1mm Steigung und daher entsprechend "Luft".
F■r oberen Vorschub habe ich bei Hornbach eine pas- sende Druckfeder gefunden (Druckfeder verstðrkte
Ausf■hrung 15 x 65mm, PLU Nr. 178529.) Unter Span- nung gleicht die das Gewindespiel aus.

F■r unten gab eskeine passende Feder.
Da andere und ich eine Feingewindeschraube mit
0,5mm Steigung nicht kaufen k—nnen, es werden keine entsprechend lange angeboten habe ich wie ein Kollege ein 12mm Messing-Vollmaterial gebohrt, aber nicht mit 5mm nach Norm, sondern mit 4,8mm. Aus einem
alten 3er Gewindebohrersatz f■r 6mm habe ich nur den Vorschneider ohne øl/Fett und K■hlung mehrfach ge-
nutzt, dann eine Stanardschraube 5x raus- und rein ge- dreht. Mit Schmierung lðuft die Originalschraube an-
fangs schwer, spielt sich sich aber ein. Und wenn es mal wieder zuviel Spiel hat, mache ich mir die Feingewinde-
schraube selbst, falls das Werkzeug noch zu kaufen ist.
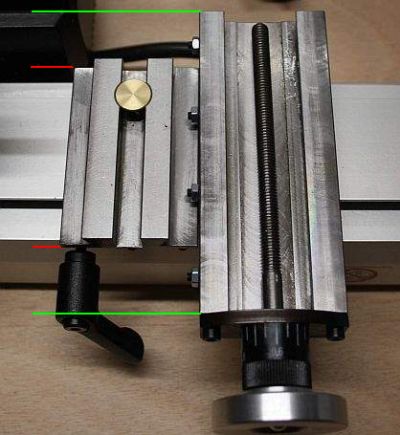
Das ober Verschiebeteil ist f■r den Einsatz von Spann- zangen zu lang ist, weil es am Motorgehðuse anst—Ôt, habe ich zunðchst 15mm weiter vorn ein Gewinde ge-
setzt, um dies zu umgehen. Allerdings ist der Schlitten
dann weiter von der Drehmitte weg und hat mehr Sei-
tenspiel, also um 25mm an der R■ckseite (ist die ohne
Gewinde an der Stirnseite) gek■rzt.

Da als erstes sowieso alle gleitenden Teile abgebaut,
die Kanten nochmal leicht nachgearbeitet und alles geschmiert, folgt Lehrgang 3, Einstellung des Ober- schlittens. Ist einfacher, wenn nicht so lang...
Der Werkzeughalter wird nur von einer Schraube ge-
halten, daher seinen Platz etwas eingefrðst, so bleibt
er gerade.
Aber es passen auch 8mm DrehmeiÔel, die ich bei meiner gr—Ôeren verwende, also eine 2. Halter be -
stellt und unten abgefrðst, das noch Platz zum Unter - legen ist.
Mit meiner Proxxon-Oberfrðse und einem DIN 327B
Frðser gemacht.
Passt, die Originalschraube ist dann zu lang.

Den AbstechmeiÔel besser in den niedrigeren Halter
einsetzen, zum Abstechen von dickerem Material muss
in das Verschiebeteil noch ein Gewinde weiter hinten eingesetzt werden.

So kann die Maschine f■r kleine Teile dann genutzt werden, statt der Spðnewanne beidseitig einAluprofil mit Gum-
mif■Ôen angeschraubt. ZumAuffangen der Spðne wird ein K■chentuch oder ein angefeuchteteter Lappen darunter gelegt, ganz vermeiden lðsst sich der Spðneflug nicht.
Die Schieblehre, belehrt vom Sohn heiÔt das Messschieber, ist ein Teil f■r Linkshðnder von meiner GroÔen, mit ei-
nem Rechtshðnder-Schieber sieht man die Anzeige ■ber Backenfutter meist nicht.
Und - traue keiner Einteilung auf dem Einstellrad, lieber dreimal messen.
Sch—ne Tabellen in der Klappe, wer als Nichtfachmann kann etwas damit anfangen. Wie ein Kollege im Internet geschrieben hat, vergiss die und versuche einfach, er hat recht, ich mache es auch so. Zu bearbeitende Messing-
profile werden bei Modell - Fachhðndlern mit deutscher Adresse gekauft, die handeln passende Qualitðten.
Beispiel Schnittgeschwindigkeit f■r Messing 70 bis 100m (Meter!) pro Minute. Na ja, bei entsprechendem Werk-
st■ckdurchmesser auf einer groÔen Profi - CNC - Drehbank machbar.
In der Tabelle darunter bei 10mm Durchmesser und 800 Umdrehungen der Spindel sind wir bei 25m/min, kommt
etwa hin. Wie wird diese Lðnge von Hand gemacht (40cm/s) ? Die Teile, die ich f■r meinen Modellbau drehe sind
max. 40mm lang. Niedrigste Drehzahl in kleiner Untersetzung ist, gemessen mit einem preisg■nstigen Laserdreh- zahlmeser, ist etwas ■ber 1000 U/min. Je h—her die Drehzahl, desto besser die Oberflðche, wenn die sichtbar ist.
Meist nicht, da eingebaut. Kleine Untersetzung, voll aufgedreht, 3200 U/min, besser. Bis 0,25mm kaum Abfall
der Drehzahl, Antrieb schnurrt vor sich hin...

Die DrehmeiÔel sind in vielen Spezialausf■hrungen lieferbar f■r eben so viele Spezialfðlle.
Der einfache blaue EckdrehmeiÔel, linke Ausf■h -
rung ist preisg■nstig, f■r meine Zwecke bisher, lðngs-
und plandrehen, ausreichend. Bei pfleglicher Anwen-
dung halten die recht lange, nachschleifen lohnt nicht...
MeiÔel mit Wechselschneidplatten kosten mehr, ein -
zelne Platten im10er-Pack ca. 4/St■ck + Vs-Kosten.
Sind aber mehr f■r groÔe St■ckzahlen, da schneller
auszuwechseln und die H—heneinstellung entfðllt.
Den unteren SchruppmeiÔel f■r viel Materialabnahme,
habe ich selten genutzt.

AbstechmeiÔel (der obere ist ein EinstechmeiÔel mit gerader Kante vorn) gibt es auch verschiedene,
die wollen genau mittig zum Werkst■ck eingespannt
sein, sonst ziehen sie sich unter das Werkst■ck. Ist
mir bei meiner groÔen schon passiert, aber nichts verbogen,war d■nnes Messing. Rundlaufabweichung
bei letzter Wartung Ende 2022 nur 0,03mm praktisch
unsichtbar.
Die Spanleitstufe, rote Pfeile, nur eine Rundung, muss
bei den schmalen selbst eingeschliffen werden, m—g -
lichst dicht an der Schneide. Damit wird die Gr—Ôe der Spðne begrenzt und diese besser abgef■hrt.
Einen ganzen DrehmeiÔelsatz kaufen lohnt nicht, rechte
und InnendrehmeiÔel liegen unben■tzt in einer Kiste...
Auch bei den DrehmeiÔeln gilt, Kauf bei Hðndlern mit
deutscher Adresse, ist teurer, aber die sind erreichbar,
kennen sich aus und ein Umtausch oder R■ckgabe ist
problemlos m—glich.

AbstechmeiÔel 1,5mm oben von Wabeco
und 1,45mm unten von Paulimot.
Das Werkst■ck mit der K—rnerspitze am Ausweichen
zu hindern geht mit diesem Wendeschneidplattenmeis-
sel nicht unter 5mm,
beim groÔen EckdrehmeiÔel ist bei 3mm Schluss.
Mit dem SchruppmeiÔel geht es kleiner. Die Oberflð- cheng■te ist nicht so gut.

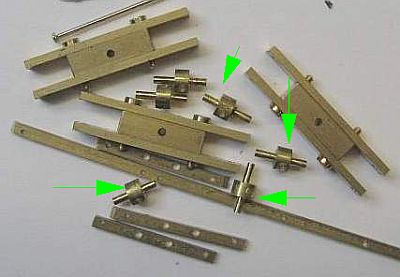
Wie bei der groÔen sind die Inbusschrauben ersetzt
mit Senkkopfschrauben in Fl■gelmuttern eingedreht.
Zusðtzlich mit Kontermutter unten gehalten. Seitlich
etwas verschmðlert, damit sie sich nicht verhaken. Erspart das Suchen nach dem passenden Schl■ssel.

Mit 3200 U/min und K■hlschmiermittel gearbeitet,
Oberflðche gut, die feuchten Spðne landen im K■chen - tuch. Abgedreht wird nach links, MeiÔel vom Werk -
st■ck abfahren, an Anfang zur■ck, neuen Durchmesser
einstellen und wieder nach links arbeiten.

Nach dem sich die"Kleine" als sehr brauchbar erwiesen hat, ist der Verpackungskarton nicht entsorgt, sondern
mit einem Ausschnitt und etwas Klebeband in allen Ecken/Kanten in eine Spðnefangwanne umgewandelt. Nach
Ende der Tðtigkeit Maschine nach hinten kippen, Spðne abpinseln und Kiste schlieÔen. Bei Nichtnutzung steht
die Drehbank offen im Schrank samt Werkzeugen bei den anderen Maschinen.

Abstechen bis zum Ende muss nicht sein, dass ab -
fallende Teil fliegt etwas unkontrolliert weg,

bei Profis abgeschaut, Drehzahl hoch und den letzten
Millimeter mit einer B■gelsðge abgeschnitten. Da die
Andr■ckspannung des MeiÔels nicht vorhanden ist,
fðllt der Abschnitt nur nach unten.

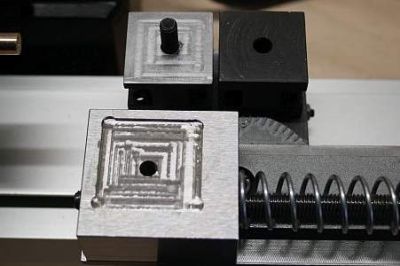
Adapter zum Einspannen und Bearbeiten von ver -
schiedenen Rðdern. Die rechte Seite ist mit dem
groÔen Zentrierbohrer eingeschrðgt und dr■ckt
mit der K—rnerspitze das Rad an das Gegenst■ck
im Spannfutter.
Der 1,5mm breite AbstechmeiÔel macht die passen -
de Nut f■r die verwendeten Mðrklin - Haftreifen.
Die sind 1,4mm breit und 0,8mm stark.
EinstechmaÔe siehe Rðder.
Kleine Drehzahl einstellen, der Kunststoff erwðrmt
schnell und verformt sich.
Den etwas unrunden Kibri - Rðder von Anhðngern und
Aufliegern mache ich so eine gerade Laufflðche, dann
hoppeln die nicht mehr.
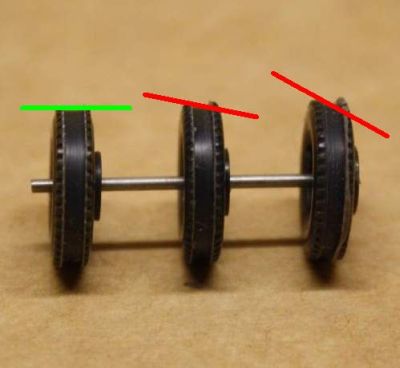
Allerdings sind die von mir verwendeten Abstech -
meiÔel vorn von oben gesehen schrðg geschliffen.
Rechtes Rad mit dem gekauften Paulimot einge -
stochen, leider etwas schrðg. Am mittleren Rad habe
ich im 1. Versuch den 1,45 gerader geschliffen, passt
fast. Das linke Rad mit dem zum EinstechmeiÔel um - geschliffenen 1,5mm von Wabeco, gerade.

So sind die geðnderten Rðder vom Original kaum zu
unterscheiden.
F■r die Anfertigung der kleinen Achsschenkel hatte
Feinmechanikermeister Hans E. eine Uhrmacherdreh - bank, H—he der Mittelteile 1,4mm, siehe Lenkung.